Metalografia, czyli szkoła uwagi i cierpliwości
Podczas przygotowania próbek i zgładów metalograficznych zależy nam na odsłonięciu ich wnętrza przy możliwie najmniejszych deformacjach struktury. Ponieważ mamy do czynienia z technikami inwazyjnymi (cięcie, szlifowanie i polerowanie) w praktyce deformacje te są niemożliwe do uniknięcia. Wybór odpowiednich technik, narzędzi i materiałów pozwala jednak ograniczyć ich wielkość do poziomu, na którym są zaniedbywalne.
Szczególnie trudna może się okazać konieczność zachowania struktury i kształtu na krawędziach próbki. Jeszcze trudniejsze może być spełnienie tego warunku dla próbek niejednorodnych, np. powlekanych, lub składających się jednocześnie z metalu, tworzyw i ceramiki, jak ma to np. miejsce w przypadku podzespołów elektronicznych. Brzmi to jak 'mission impossible', niemniej z użyciem dobrych urządzeń i materiałów uzyskanie takich przekrojów jest możliwe.

Stal powlekana warstwą niklu o grubości 6um. Oto przykład dobrze przeprowadzonego procesu przygotowania próbki metalograficznej, z perfekcyjnycm zachowaniem materiału na krawędziach przekroju. Próbka przygotowana na urządzeniach i z użyciem materiałów SCAN-DIA.
Cztery fazy przygotowania próbki
Proces przygotowania próbki metalograficznej lub materiałograficznej składa się zawsze z czterech kroków: cięcia, inkludowania, szlifowania i polerowania. Czasem dodawany jest piąty krok: wytrawianie, pomagające odsłonić uziarnienie.

Cięcie
Wybierany jest interesujący nas fragment i przekrój próbki (poprzeczny lub wzdłużny)

Inkludowanie
Wycięty fragment jest stabilizowany, najczęściej w żywicy, celem umożliwienia dalszej obróbki mechanicznej

Szlifowanie
Usuwane są duże deformacje oraz odsłaniany docelowy przekrój. Pod koniec procesu deformacje nie powinny przekraczać 20um.

Polerowanie
Powierzchnia jest wygładzana, usuwane są zarysowania z poprzedniego etapu. Pod koniec procesu deformacje nie powinny przekraczać 1-6um.
1. Cięcie próbek
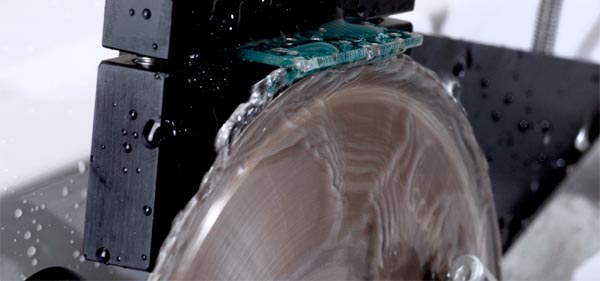
By zapobiec termicznym zmianom struktury podczas cięcia próbki, zaleca się stosowanie przecinarek o niskim stopniu deformacji, z wydajnym chłodzeniem wodnym. Przecinarka LABCUT 250 oferuje większą moc i możliwość wycinania próbek z dużych przedmiotów. Do cięcia mniejszych próbek oraz materiałów delikatnych i elektroniki odpowiednia jest mała, precyzyjna przecinarka MINICUT 40. Podczas cięcia należy zwracać uwagę na kształt próbek. Pierścienie oraz bardzo cienkie elementy metalowe powinny możliwie najmniejsze, by ograniczyć naprężenia powstające podczas inkludowania.
Podczas cięcia próbek na przecinarkach o większej mocy należy zawsze kontrolować prędkość cięcia, będącą pochodną nacisku tarczy na próbkę i prędkości obrotowej. Wszelkie przebarwienia widoczne na przekroju odciętej próbki mogą oznaczać głębokie, termiczne uszkodzenia struktury materiału. Taka próbka będzie bezużyteczna do dalszych badań.
2. Inkludowanie

Prosty i dopracowany system inkludowania zdecydowanie ułatwia pracę. Wystarczą trzy, starannie dobrane żywice i dwa dodatki: jeden do kontroli czasu i temperatury oraz drugi do twardości końcowej.
Przed inkludowaniem próbki powinny być bardzo dokładnie wyczyszczone, odtłuszczone i osuszone. Zaniedbania na tym etapie będą skutkowały złym przyleganiem żywicy do próbki i zniweczą całą przyszłą pracę, zużyte materiały oraz poświęcony czas.
SCANDIFORM to znormalizowane formy ze specjalnej gumy silikonowej, wielokrotnego użytku, gwarantujące późniejsze bezproblemowe wyjęcie zainkudowanej próbki.
Przy inkluidowaniu kluczowy jest wybór odpowiedniej żywicy. SCAN-DIA oferuje bardzo prosty system bazujący na trzech żywicach podstawowych i dwóch dodatkach (stosowanych w razie potrzeby). System ten pozwala na pokrycie 99% zastosowań bez konieczności utrzymywania zapasu różnorodnych żywic. Możliwa jest regulacja czasu twardnienia, temperatury podczas twardnienia (tężenie żywicy jest reakcją silnie egzotermiczną) można kontrolować nawet twardość końcową.
W przypadku próbek porowatych, w tym elektroniki, zalecane jest stosowanie techniki inkludowania próżniowego (impregnacji próżniowej). Technika ta pozwala na bardzo dobrą penetrację żywicy w trudnodostępne miejsca i doskonałą stabilizację delikatnego materiału. Operację inkludowania próżniowego można przeprowadzić w prostym zestawie VACUUM SET. Po osiągnięciu wstępnej próżni, do formy SCANDIFORM zawierającej próbkę dozowana jest odpowiednia ilość żywicy. Po kliku minutach całość można wyjąć z VACUUM SET i pozostawić do stwardnienia.
3. Szlifowanie
Szlifowanie jest zawsze kilkuetapowe, poczynając od materiałów ściernych o największej gradacji do najmniejszej i jest realizowane na szlifierko-polerkach metalograficznych.
Należy zawsze bardzo dokładnie czyścić próbkę, ręce i urządzenie przed zmianą dysku ściernego na inny, o drobniejszym uziarnieniu. Brak dbałości o czystość spowoduje zarysowanie próbki ziarnami z poprzedniego etapu szlifowania i konieczność cofnięcia się w całym procesie o jeden krok (nie ma sensu na siłę brnąć dalej, gdyż spowoduje to zużycie znacznie większej ilości materiałów ściernych i czasu).
W miarę szlifowania konieczna jest kontrola próbki pod mikroskopem. Na powierzchni próbki powinny być widoczne rysy o jednakowej wielkości. Jeżeli zauważymy nawet jedną głębszą rysę, oznacza to przedostanie się do układu zanieczyszczeń z poprzedniego etapu prac. Może to też świadczyć o stosowaniu materiałów o niskiej jakości.
Dyski z papierem ściernym SiC powinny być wymieniane natychmiast po zauważeniu ubytku materiału ściernego, czyli stosunkowo często, nawet po kilku minutach pracy. Dyski diamentowe i CBN są zdecydowanie trwalsze, ale od czasu do czasu wymagają "ostrzenia" osełką ceramiczną. Pozwala to usunąć zarówno starty materiał, jak i odsłonić nową, świeżą warstwę materiału ściernego.
Równie istotna jest siła nacisku oraz chłodziwo używane w procesie szlifowania. Oba czynniki wpływają na siłę tarcia oraz ilość wygenerowanego i odprowadzonego ciepła, a więc na stopień deformacji powierzchni próbki.
Ostatnim parametrem szlifowania jest prędkość obrotowa dysku ściernego. Przy stosowaniu typowych dysków o średnicy 200mm w większości przypadków utrzymuje się prędkość 500-600 obr/min. Wydaje się ona optymalna przy stosowaniu papierów ściernych SiC, oraz dysków diamentowych i CBN.
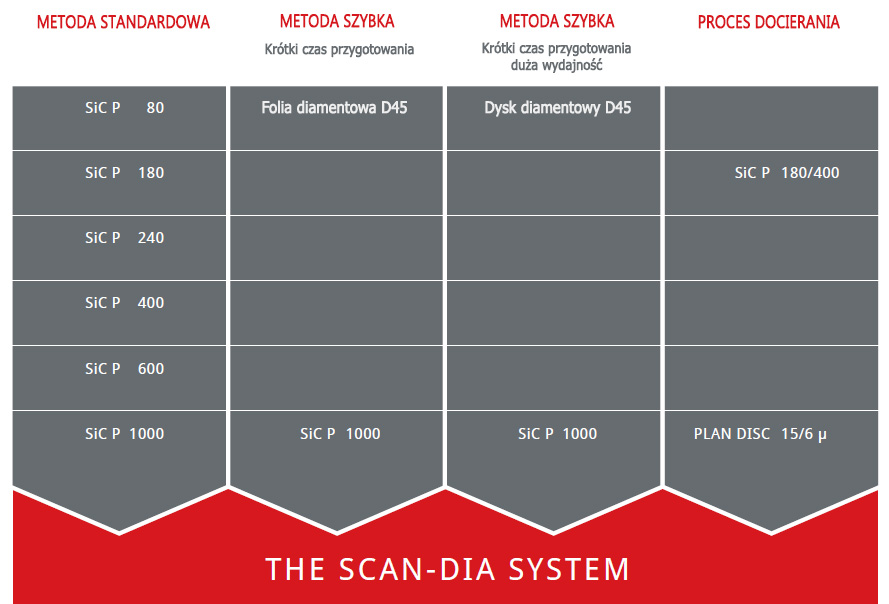
Ekonomiczną alternatywą dla papierów SiC okazują się dyski z papieru, a w zasadzie folii diamentowej. Ich czas życia jest nieporównanie dłuższy, mają również bardzo stabilną charakterystykę. Właśnie brak stabilności jest główną bolączką papierów SiC: bardzo szybko się ścierają co utrudnia kontrolę i panowanie nad powtarzalnością procesu. Zaledwie jeden, specjalny, samoprzylepny dysk z folii diamentowej DIAMANT-PRE-GRIDING D45um zastępuje papiery ścierne SiC od P80 do P800. Tak więc proces szlifowania można zredukować z 6 kroków (P80, P180, P240, P400, P600 i P1000) do zaledwie dwóch (DIAMANT-PRE-GRIDING D45um i P1000).
4. Polerowanie

Ponieważ polerowanie jest bardzo wrażliwe na zanieczyszczenia, projektując laboratorium metalograficzne zawsze należy przewidzieć oddzielne urządzenia do szlifowania i polerowania (pomimo, iż teoretycznie może być to jedno urządzenie). Dodatkowo zaleca się umieszczanie tych urządzeń w różnych częściach laboratorium, by maksymalnie ograniczyć możliwość kontaminacji.
Tak więc jeszcze raz: dokładnie myjemy próbkę (zawsze w myjce ultradźwiękowej), ręce i urządzenie.
Bez wątpienia materiały diamentowe są najlepsze w procesie polerowania. SCAN-DIA dopracowała do perfekcji wszystkie komponenty procesu:
- sukna polerskie
- zawiesiny i pasty diamentowe
- lubrykanty

Sukna polerskie
Proces polerowania dzielimy na polerowanie wstępne i polerowanie końcowe. W trakcie intensywnego polerowania wstępnego, tak szybko jak to tylko możliwe usuwane są głębsze deformacje powierzchni. Polerowanie końcowe sprowadza się do wygładzania powierzchni z niewielkim efektem usuwania materiału.
Wybór materiału ściernego jest zdeterminowany przez materiał próbki. SCAN-DIA sugeruje wykonywanie polerowania wstępnego na suknie polerskim PLAN-O-GRIP z użyciem diamentów 50, 30, 15,6, 3 lub 1 um. PLAN-O-GRIP posiada unikalną powierzchnię, która pełni rolę gniazd dla kryształów diamentów, dając im swobodę ruchu lecz jednocześnie zapobiegając ich wypłukiwaniu. Użycie tej techniki pozwala na pełne wykorzystanie zdolności do szybkiego usuwania materiału przez diament i stanowi doskonałą bazę do polerowania końcowego materiałów twardych jak węgliki, stale, materiały nieżelazne, minerały, ceramika itd.
Sukno INITIA-X posiada inne właściwości. Jest miękkie, włókniste i przy dłuższym kontakcie z próbką powoduje elastyczne wybieranie materiału, bardziej proporcjonalne do jego miejscowej twardości. Jeżeli jest stosowane w polerowaniu końcowym, należy maksymalnie skracać czas takiego polerowania by zachować płaską powierzchnię próbki. Sukno INITIAL-X posiada jednak relatywnie dużą zdolność usuwania materiału, dlatego może być stosowane przy polerowaniu wstępnym stali twardych i średnio-twardych jak stale strukturalne, stale narzędziowe itp. Mogą być one polerowane wstępnie i końcowo w jednym kroku, z użyciem diamentów do 3um (jeżeli to konieczne, 1um).
Polerowanie końcowe materiałów delikatnych wymaga zawsze stosowania oddzielnego kroku. Sukno FINALPLAN oferuje doskonałe właściwości polerujące przy bardzo niskim zjawisku wybierania materiału. Najlepsze rezultaty daje przy dokładnym wykonaniu polerowania wstępnego i przy odpowiednim skróceniu czasu polerowania końcowego. FINALPLAN jest najlepszym wyborem przy polerowaniu końcowym materiałów homogenicznych oraz heterogenicznych jak żeliwo, siluminy, materiały nieżelazne, ceramika, materiały powlekane oraz generalnie mówiąc materiały o różnej twardości i różnej odporności abrazyjnej. FINALPLAN można stosować z diamentami od 3um do 1/4um.

Diamenty
W przypadku materiałów ściernych bazujących na diamentach, SCAN-DIA sięga po specjalnie wyselekcjonowane kamienie odpowiednie do celów metalograficznych i matariałograficznych. Pasty i zawiesiny diamentowe SCAN-DIA produkowane są w wysokich stężeniach i przy bardzo małej tolerancji rozmiaru ziaren.
Pasta diamentowa
Pasta polerska diamentowa nadal pozostaje najbardziej ekonomicznym wyborem przy polerowaniu ręcznym lub półautomatycznym. Może być aplikowana w ściśle odmierzonych dawkach i jest bardzo efektywna przy zachowaniu odpowiednich parametrów pracy. Dostarczana jest w nylonowych dozownikach strzykawkowych z podziałką, w ilości 10g i gradacji 50, 30, 15, 6, 3, 1, 0.25um.
Na początku procesu SCAN-DIA zaleca aplikowanie większej ilości pasty. Gwarantuje to niemal stałe właściwości ścierne na okres 6-8 godzin pracy bez konieczności przerywania procesu i ponownego nakładania pasty (czego należy zawsze unikać). Powyższy czas jest oczywiście funkcją ilości jednocześnie obrabianych próbek, ich rozmiaru oraz rodzaju materiału, tak więc może się zmieniać.
Aplikowanie pasty diamentowej
Przed naklejeniem sukna polerskiego na dysk bazowy, należy na dysk nanieść powłokę antyadhezyjną SPRAY-SEP. Pozwoli ona na bezproblemowe usuniecie zużytego sukna z dysku. Pasta diamentowa jest aplikowana po obwodzie w środkowej części sukna, rozprowadzona czystym palcem i zwilżona niewielką ilością lubrykantu (dobranego odpowiednio do zastosowania). Następnie, używając np. jakiejkolwiek zainkludowanej próbki (ważne, by była czysta!) można przystąpić do dokładniejszego rozprowadzania powstającej emulsji. Po osiągnięciu zadowalającego efektu można włączyć polerkę zachowując małą prędkość obrotową dysku (np. 80 obr/min) i kontynuować rozprowadzanie emulsji na całej powierzchni przez ok 2-3 min. Tak przygotowane sukno można uznać za zaimpregnowane zawiesiną diamentową o wysokim stężeniu i gotowe do pracy. Co istotne, po zakończeniu pracy, zaimpregnowane sukno zachowujemy zamknięte w czystym woreczku strunowym, do wykorzystania przy następnym polerowaniu. Nie można tylko zapomnieć o ewidencji czasu pracy.

Emulsja diamentowa
Emulsje diamentowe są równie wydajne i ekonomiczne co pasty, jednak najlepiej sprawdzają się przy automatycznym polerowaniu przekrojów metalograficznych. Żądana dawka jest nanoszona bezpośrednio z butelki z dozownikiem (dostępne objętości: 250 lub 1000ml), w postaci sprayu, jako zawiesina wodno-alkoholowa.

Lubrykanty
Zadaniem lybrykantów stworzenie warunków do wytworzenia jednorodnej warstwy ściernej na powierzchni sukna a co za tym idzie, zapewnieniu stałych warunków pracy. Kontrolują również stopień wilgotności sukna polerskiego, szybkość usuwania materiału z próbki oraz głębokość ścinanej warstwy. Na skutek kumulacji usuniętego materiału, lubrykant stopniowo staje się mniej efektywny, dlatego musi być na bieżąco dozowany na sukno. Ilość lubrykantu jest bardzo istotna.
Sukno polerskie musi być wilgotne tylko w stopniu zapewniającym nawilżanie obrabianej powierzchni próbki. Sukno w żadnym wypadku nie może być mokre w stopniu powodującym wypłukiwanie diamentów na skutek siły odśrodkowej. Za duża ilość lubrykantu spowoduje też efekt akwaplanacji (uformowania się poduszki wodnej) i braku kontaktu z diamentami. Z kolei za mała ilość grozi deformacją obrabianej powierzchni.
Lubrykant EXTENDER I na bazie alkoholu
Zapewnia wysoki stopień usuwania materiału przy relatywnie krótkim czasie polerowania. Niemniej może to również oznaczać głębsze rysy i potencjalnie większą deformację powierzchni. Zalecany jest do polerowania wstępnego oraz do polerowania końcowego materiałów twardych, mniej wrażliwych na deformację, jak węgliki, ceramika, stale węglowe, metale nieżelazne i ich stopy.
Lubrykant EXTENDER II na bazie oleju
Z uwagi na swój skład, lubrykant ten charakteryzuje się niskim stopniem usuwania materiału. Może być używany wyłącznie przy polerowaniu końcowym materiałów delikatnych jak aluminium, czysta miedź, stopy magnezu itp. Należy go stosować w połączeniu z diamentami 1 lub 1/4 um oraz suknem FINALPLAN. Powinien być używany bardzo oszczędnie, nie więcej niż kilka kropel. Zawiera trudnoparujące oleje, tak więc za duża ilość spowoduje wytworzenie na suknie szorstkiej powierzchni, uniemożliwiając jego dalsze użycie.
Lubrykant EXTENDER V na bazie wody
W przypadku lubrykanu EXTENDER V stopień usuwania materiału jest tylko nieco niższy niż lubrykantu EXTENDER I (na bazie alkoholu) niemniej powoduje on znacznie mniej zarysowań i mniejszą deformację powierzchni. Jest odpowiedni dla większości materiałów o średniej twardości jak stal niskowęglowa, stal nierdzewna, silumin i inne miękkie materiały. Zalecany jest do polerowania wstępnego materiałów delikatnych, przy których do polerowania końcowego stosuje się lubrykant EXTENDER II. Dobrze sprawdza się z suknem FINALPLAN, jest bezwonny i bardzo wygodny w stosowaniu.
Technika polerowania
Nacisk podczas polerowania
Im większy nacisk na próbkę tym szybszy efekt usuwania materiału, a co za tym idzie, krótszy czas obróbki. SCAN-DIA zaleca stosowanie nacisku rzędu 1000g dla zainkudowanych próbek d25 i d32mm. Dla próbek twardszych, jak np. brąz, można stosować nacisk nawet 2000g. Małe siły nacisku 100 do 300g stosowane są dla czystych i homogenicznych próbek jak np. miedź o wysokiej czystości, czy aluminium.
Prędkość obrotowa dysku
Generanie, dla dysków d200mm i polerowaniu automatycznym, utrzymywana jest prędkość 300obr/min. Dotyczy to zarówno polerowania wstępnego jak i końcowego. Wyjątkiem są materiały bardzo wrażliwe, jak np. wysokiej czystości miedź czy aluminium, przy których zaleca sie obniżenie prędkości do 120 -150 obr/min.
Uwagi końcowe
System polerowania SCAN-DIA opiera sie na trzech wzajemnie dopasowanych komponentach: diament - sukno polerskie - lubrykant. Zaleca się zawsze nabywanie wszystkich trzech składników od jednego dostawcy. Kompletacja wybiórcza może doprowadzić do niekontrolowanych rezultatów.


